![]()
Manufakturelle Techniken


Gießen
SANDGUSS
Beim Sandguss wird ein Modell, z. B. aus Metall oder Kunststoff, zwischen zwei Formrahmen, in einen Spezialformsand eingebettet und anschließend wieder entfernt. In den dadurch entstandenen Hohlraum wird dann das flüssige Metall gegossen.
Der Sandguss ist ein Gießverfahren mit verlorener Form. Das heißt, für jeden Guss muss eine neue Form gefertigt werden, da sie am Ende des Herstellungsprozesses zerstört wird. Vermutlich handelt es sich beim Sandguss um die älteste Gießtechnik überhaupt.
ZINN(SCHLEUDER)GUSS
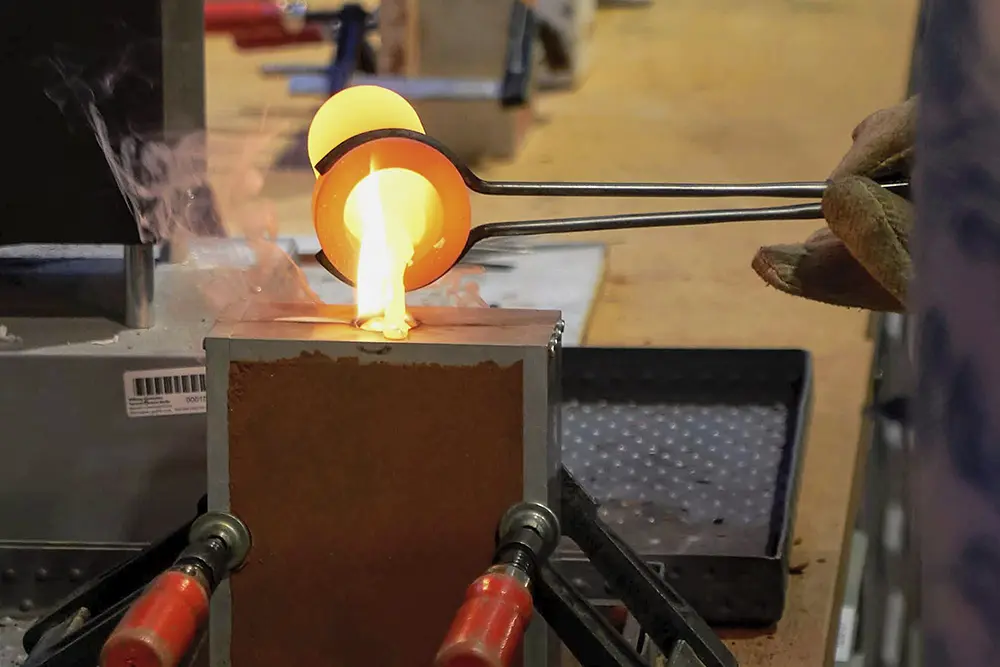
Mit dem Zinnschleuderguss-Verfahren können viele, auch komplexe Teile in einem einzigen Guss gefertigt werden. Die flüssige Legierung wird mit einer Schöpfkelle in die Mitte einer Silikon- oder Gummiform gegossen. Durch die schnelle Rotation der Form (ca. 350 Umdrehungen pro Minute) fließt das flüssige Zinn durch die Gusskanäle in die Hohlräume.
Nach dem Erkalten werden die gegossenen Schmuckstücke von den Eingusskanälen getrennt. „Zinnabfall“ kann eingeschmolzen und für den nächsten Guss wiederverwendet werden. Im Gegensatz zum Sandguss bleibt bei Zinnschleuderguss die Gießform erhalten und kann mehrfach verwendet werden.
WACHSAUSSCHMELZVERFAHREN
Für das Wachsausschmelzverfahren wird zunächst ein Modell aus Wachs gefertigt. Dies kann in Handarbeit geschnitzt und modelliert werden oder es wird eine Gummiform erstellt, die mit Wachs ausgespritzt werden kann. Dies lohnt sich bei großen Stückzahlen. Das Wachsmodell wird in Gips eingebettet. Dieser trocknet und wird anschließend gebrannt. Dabei fließt das Wachs aus der Form oder verbrennt. In die dadurch entstandenen Hohlräume wird das Metall gegossen. Die Gipsform muss zerstört werden, um an den fertigen Guss zu kommen. Beim Wachsausschmelzverfahren arbeitet man mit verlorenem Modell und verlorener Form.
Gießen im Deutschen Technikmuseum (Berlin)
Für das Sandgießen gibt es Formrahmen, Formsand und einen Schmelzofen (bis 1200 Grad). Zum Zinnschleudern steht ein Schmelzofen und eine Schleudergussanlage zur Verfügung.
Für das Wachsausschmelzverfahren gibt es eine Vulkanisierpresse für Gummiformen, ein Wachausspritzgerät, ein Ausbrennofen und eine Vakuum-Gussanlage.
Gießen im EMMA (Pforzheim)
Im EMMA gibt es einen Schmelzofen, Formrahmen und z.T. auch Formsand.